
3D-printer: kuidas parimad filamendid töötavad ja millised need on - lihtsalt lahti seletatud
3D-printimine on muutumas üha populaarsemaks. Selles artiklis selgitatakse, kuidas töötab 3D-printer, milliseid filamente kasutate muljetavaldavate mudelite printimiseks ja mõned praktilised näpunäited.
Kuidas 3D-printer töötab?
3D-printerid on nagu liiv mere ääres. Seetõttu on printeri mudeli loomiseks erinevaid tehnikaid. Põhimõtteliselt saab kõigile printeritele määrata ühe neljast erinevast tehnikast.
- Ühelt poolt on olemas stereolitograafia ("SL" või "SLA"). Printeril on vann, milles on vedel fotopolümeer. Fotopolümeerid on plastid, mis kõvenevad valguse käes. Printerid töötavad tavaliselt akrüül-, epoksü- või vinüülestrivaikudega. Vaik kõvendatakse laseriga. Fotopolümeeri basseinis on platoo, mis liigub pärast ühe taseme kõvenemist pisut allapoole (vannituppa sügavamale). Pärast mudeli täielikku kõvenemist on plastikutel tugev tugevus ja keemiline vastupidavus. Selle protsessi eeliseks on täpsus: printer saab printida ka mikromeetri suuruseid struktuure. Kahjuks on stereolitograafiaprinterid praegu veel väga kallid.
- Tuntud on ka selektiivne laserpaagutamine ("SLS"). Selle toimimise mõistmiseks kujutlege toru, millesse ehitatakse uuesti platoo. Platoo on alguses ülaosas. Kõigepealt kasutatakse rulli platoole plasti, plastiga kaetud vormimisliiva, metalli- või keraamilise pulbri jaotamiseks. Seejärel sõidab laser üle platoo ja soojendab pulbris teatud punkte, nii et need ühenduvad ja objekti esimene tase luuakse. Platoo laskub siis natuke ja protsess algab uuesti. Nii saab eseme tükkhaaval üles ehitada. Siinkohal on praktiline see, et ülejäänud materjal võib toimida tugimaterjalina ja erinevalt stereolitograafiast ei pea tugistruktuure trükima.
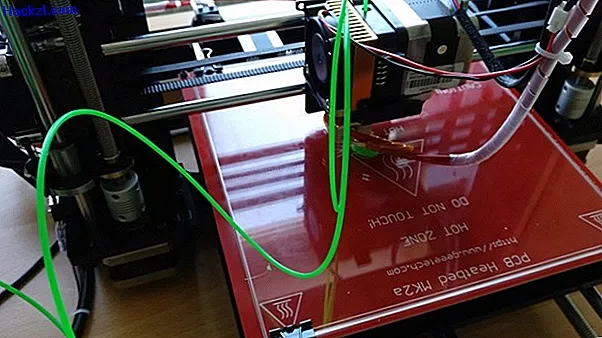
- Klassikalises 3D-printimises sulatatud sadestuse modelleerimisel (FDM) kantakse vedelikplast pinnale kihiti, kasutades ekstruuderit, mis kõveneb kohe. Seejärel liigub pind natuke allapoole (või ekstruuder üles) ja järgmine kiht trükitakse. Printerid on suhteliselt odavad ja neid saab ise ise kokku panna, kasutades selleks mõnda oskusteavet. Tugimaterjalid tuleb printida "üleulatuvate" objektide jaoks, st objektid, mis on ülaosas oluliselt laiemad kui all. Lisaks on trükkimise täpsus stereolitograafiaga võrreldes suhteliselt ebatäpne. Harrastajatele ja huvilistele on see aga täpselt õige protseduur.
Mis kiud seal on?
Sulatatud sadestuse modelleerimisega prindite nn filamentidega. Need on rullid, mille külge keritakse termoplastsed materjalid traadi kujul. Sõltuvalt tüübist on siiski mõned erinevused.
- Polülaktiide (PLA) kasutatakse printerites kõige sagedamini. Plasti saadakse enamasti regeneratiivsetest allikatest, näiteks maisitärklist. Sellegipoolest ei ole see biolagunev. Plastik on oma metüülrühma tõttu toiduohutu ja vetthülgav. See on ka leegiaeglustav ja pikka aega vastupidav ultraviolettkiirgusele. Suurim eelis on aga trükkimine: ebameeldivat lõhna pole.
- Samuti kasutatakse väga sageli akrüülnitriil-butadieen-stüreen-kopolümeeri ("ABS"). See plastik on üks maailmas kõige laialdasemalt kasutatavaid plaste. See on eriti vastupidav õlidele, määrdetele ja kõrgetele temperatuuridele. Vastupidiselt PLA-le on ABS oluliselt raskem. Siiski ei tohiks printimisel selle plasti lõhna sisse hingata. Trükkimisel on suur probleem suur vastutus. Ehkki PLA kleepub hästi kuumutatud klaasplaadile, kleepuvad mõned ABS tüübid hoolimata väga kuumast kuumutusvoodist ja kahepoolsest kleeplindist väga halvasti. ABS-iga saab aga luua väga toredaid mudeleid. Pärast printimist on mudelitel tavaliselt matt värv. Kui aga asetate mudeli klaasist kupli alla, milles on atsetooniga niisutatud riie, muutub mudel mõne aja pärast üsna siledaks: ABS lahustub atsetoonis, metüületüülketoonis või diklorometaanis.
- Polüvinüülatsetaadi hüdrolüüsimisel toodetav polüvinüülalkohol ("PVAL" või "PVOH") on üleulatuvate mudelite jaoks väga praktiline. Selle plasti eriline on see, et see on vees lahustuv. Näiteks saab kahe ekstruuderiga 3D-printeris printida mudeli PLA-ga, tugistruktuuri aga PVAL-iga. See plastik ei sobi tegeliku mudeli printimiseks hõõgniidina, kuna vesi imendub õhust ja mudelid ei kesta kaua.
- Suure kandevõimega polüstüreeni ("HIPS") kasutatakse enamasti ABS tugimaterjalina. Sellel plastikal on kõrge löögikindlus ja kõvadus, kuid selle võib lahustada limoneeniga, mida võib leida näiteks sidruniõlist.
- Eriti eksklusiivne on printimine PLA-ühenditega. See on segu PLA-st ja teiste ainete osakestest. Nii et saate printida ka näiteks puidu või vasega.
- Polükarbonaate ("PC") kasutatakse printimisel harva. Selle eeliseks on väga kõrge sulamistemperatuur 270–300 ° C. See plastik on ka kõrge löögikindluse ja kuumuskindlusega.
- Kui soovite printida käike või kruvisid, mis peavad vastu pidama tugevatele jõududele ega tohi puruneda, soovitame polüheksametüleen-adipiinhappe amiini, tuntud ka kui "nailon" või "PA".
- Internetist võib sageli leida elastseid või Flex-filamente, mis koosnevad tavaliselt erinevatest materjalidest. Suurim eelis on siin paindlikkus. See võimaldab teil printida painduvaid ja kummist mudeleid. Põhikomponendina kasutatakse reeglina termoplastseid elastomeere, mis põhinevad uretaanil ("TPU").
- Võite printida ka tasse ja taldrikuid. Selleks vajate toidukindlat plastikut. Lisaks PLA-le on ka polüpropüleen ("PP"), mis on samuti pisut painduv. PLA ja ABS toidukõlblik kombinatsioon on PETG, mida on samuti lihtne printida ja mis on väga ilmastikukindel.
Kuidas trükiprotsess töötab?
Kõigepealt loote CAD-programmiga 3D-mudeli ja salvestage see STL-failina.
- Seejärel laaditakse see STL-fail viilutamisprogrammi, näiteks Cura või Slic3r.
- Viilutamisprogrammis on teil võimalus seada mudeli omadused, näiteks täitetihedus või tugistruktuuride kasutamine.
- Seejärel teisendab programm 3D-mudeli G-koodiks. See sisaldab kõiki positsioone, mida ekstruuder peaks üksteise järel liigutama. Vahepeal ekstrudeeritakse hõõgniit, luues haptilise mudeli.
Järgmises praktilises näpunäites anname teile sissejuhatuse CAD-programmi "Solid Edge", mille abil saate luua palju praktilisi 3D-mudeleid.